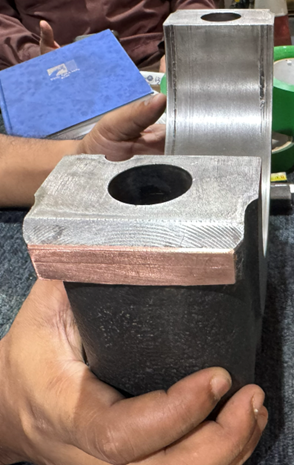
What OEMs Really Look for in an Anti-Galling Plating Process
Why OEM Expectations Are Different
An OEM’s priority is not just whether a connection looks acceptable when it leaves the workshop.
Their concern is whether the connection will perform
after multiple make-up and break-out cycles under load.
In real drilling conditions, threads are subjected to:
- High torque
- Repeated handling
- Pressure cycling
- Environmental exposure
If the plating fails in service, the consequences can include galling, leakage, or connection damage all of which affect safety and operational reliability.
Because of this, OEMs focus on how the plating process is controlled, not merely the final visual result.
1. Process Control and Repeatability
The first thing OEM auditors look for is whether the plating process is consistent. A qualified process must be repeatable regardless of operator, shift, or batch size.
A process that depends heavily on operator judgment cannot be reliably qualified. OEMs need assurance that the same result will be achieved every time, not just occasionally.
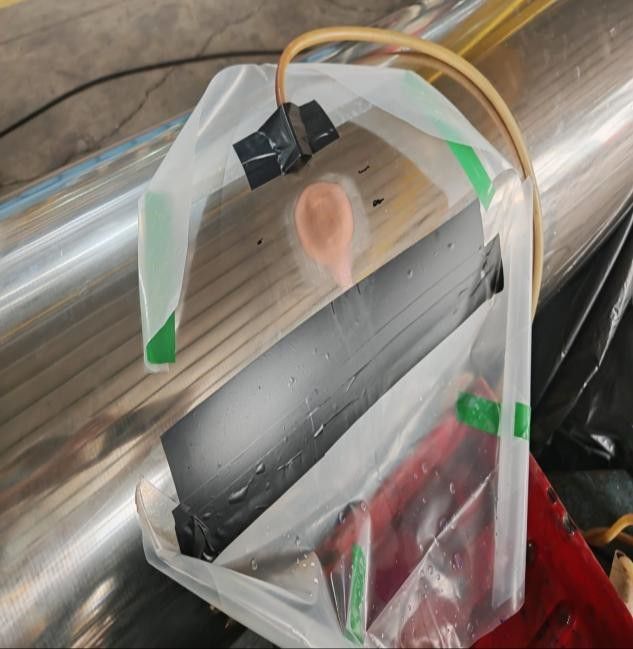
2. Surface Preparation Standards
Many plating failures originate not from the plating material itself but from poor preparation.
This includes:
- Cleaning procedures
- Oxide removal
- Surface activation
- Proper masking
If contaminants remain on the base metal, the coating may initially look acceptable but will fail during torque cycles. For this reason, surface preparation is often considered the most critical step in the entire anti-galling process.
3. Adhesion and Performance Testing
OEMs require evidence that the plating will remain intact under real operating conditions.
Typical verification methods include:
- Adhesion checks
- Torque make-up trials
- Post-cycle inspection
The goal is to confirm that the coating will not peel, flake, or transfer unevenly during repeated connection use.
4. Thickness Control
OEMs also require:
- Controlled thickness ranges
- Consistent coverage
- Measurable inspection results
Precision matters as anti-galling plating is a functional engineering layer and not a decorative coating.
5. Documentation and Traceability
A qualified plating process must also be auditable.
This typically includes:
- Written work procedures
- Inspection records
- Batch tracking
- Operator training records
Documentation demonstrates that quality is built into the process, not dependent on individual experience alone.
6. Training and Qualification
OEMs also evaluate the competence of the technicians performing the plating. Even a well-designed process can fail if operators are not properly trained.
Qualification therefore involves:
- Structured operator training
- Demonstrated understanding of procedures
- Periodic re-qualification
The objective is to ensure the plating outcome remains consistent over time.
A plating process that meets these requirements reduces:
- Rejection rates
- Customer complaints
- Field failures
- Operational risk
Sterling’s Approach
At
Sterling Impreglon Asia, our goal is to help customers meet these expectations confidently.
We focus not only on performing the plating, but also on supporting customers worldwide with:
- Structured procedures
- Training programs
- Qualification support
- Ongoing technical guidance
By aligning the plating process with manufacturer standards, customers gain more than a service, they gain assurance their connections will perform as intended.
Moving Beyond Vendor Relationships
Organizations that treat anti-galling plating as a controlled, qualified operation are better positioned to pass audits, satisfy customers, and maintain long-term reliability.
Understanding what OEMs look for is the first step toward achieving that confidence.
Ready to Strengthen Your Qualification Process?
If your company is reviewing its anti-galling process, or preparing for audits and approvals, we can assist with training, process setup, and qualification support.